To talk to a vacuum pressing specialist call - 800 547-5484







What you should know about veneering and laminating glues
and how they are effected in a vacuum press
Part 1 covered contact cement and PVA glues (white & yellow). I did receive a comment on
melamine glue, which I did not cover and will add it here. Also a commentor two on the pink or fast set glues available.
Video that accompanies this article can be found here
Melamine Melamine is like a PVA glue only it’s an EVA (ethylene vinyl acetate) and the ethylene has the ability to grab the smooth surface of the melamine better than a PVA. What you give up is a slightly less ridged glue line than the PVA provides. According to one glue manufacturer, it is not recommended to be used with wood veneers.
Fast Set I will admit to limited knowledge of the fast set glues, however, they appear to have their use in a VAK press. My understanding is that they are like a PVA, however, they have a small amount of EVA mixed in. The purpose of the EVA is to give it more initial grab and hold the veneer while the PVA cures. I have been told that this glue has been used successfully to glue many large panels in a short period of time (under 15 minutes in the VAK press).
I hope to have more information on this glue in the future as it would be an ideal glue to use with a frame press where production could provide a panel on an average of 1 every 5 or 10 minutes.
Polyurethane This is used when waterproofing is needed. It also has a very rigid glue line like an epoxy, so when making a curved laminate, you will get little or no spring back. When used in a VAK bag, the manufacturer normally recommends wetting one surface, of the laminate, with water as it needs moisture to act as a catalyst. The vacuum draws all the air out, thus the moisture or humidity is gone. When activated, it foams and like epoxies, the squeeze out must be kept from the bag as it will stick and you will need to cut the bag away from your piece. I have used it in making some test SIP panel (Structurally Insulated Panels) for someone looking to laminate a 6" center foam with 3/4" plywood on each side. The glue has a very high tack and I was able to remove it from the VAK bag after 15 minutes. It was not fully cured, however, it was set enough so that it could be removed from the press and the work piece stayed together without moving.
Epoxy In woodworking, epoxies are usually used when waterproofing or exceptional strength is required. They are also used when exceptionally long open times are needed for assembling complex pieces. They have the advantage of strength (more about that later), waterproof and extended open time or very short cure time. Keep in mind that long open time is associated with a long cure time and visa versa. The biggest disadvantage that I have found is that most epoxies’ are messy to work with and squeeze out will stick to the bag and grid board.
Urea Urea glue is generally the recommended glue for veneering and laminating. Most of your plywood's, MDF, Chip board, etc. are made with urea glue. It comes in either a liquid form or dry powder. The liquid is usual more expensive as you pay for shipping the water and has a shorter shelf life. Because it has some catalyst mixed into the base mix, it can be used without mixing in the powder catalyst. You can use the liquid urea without a catalyst, however, it will result in a longer cure time. Most people will add the liquid catalyst to the liquid to speed up the cure time. The liquid form also has a much shorter shelf life (3 to 6 months at 70°) than the powder, shelf life can decrease significantly, especially at summer time temperatures. The powder is normally good for 12 months as long as you keep the lid on (keep out moisture).
Most of your MDF, plywoods, chipboards, etc., are made with urea glue for good reason. Urea’s have better characteristics than contact cements and most other common wood glues (PVA). It’s a type 2 water resistant glue, doesn’t soften with heat, more open or working time, cures rock hard, doesn’t gum up sandpaper when finishing and has much less or no spring back (creep) compared to PVA’s. It does have some disadvantages like higher cost than PVA’s, about twice the price. Also, urea’s need to be mixed with either a powder catalyst (liquid form) or water (powder form) and when mixed they need to be used within a pot life of an hour or two depending on mix ratio and temperature
Unlike a PVA, a urea cures by a chemical reaction called cross linking. This is one of the reasons it is such a hard glue and doesn’t soften with heat. Unlike a PVA, the water needs to stay at the joint so the chemical reaction can take place. Without the water, you will end up with a powdery joint that will fail.
You typically do not want to use urea glue if the the shop is going to be below 65° unless you can put an electric blanket on top. Below 65° you run the risk of the water getting wicked away into the substrate (especially MDF like materials) and is not available for the chemical reaction to take place. We have used our VAK-Bond 2000 urea glue when the shop was in the 60 to 65° range overnight and it cured properly, however, it was not hard, it was very rubbery and flexible after leaving it overnight. At these temperatures, it takes several days for it to fully cure and get rock hard. I always recommend using an electric blanket under these cooler temperatures. You want the piece to be fully cured or “rock hard” before machining or finishing it.
Also, always leave a small amount of glue in a cup next to the work piece, under the same conditions as the piece. If you are using a blanket, put the cup under the blanket.This helps to determine what happened to the glue on your piece. If the glue in the cup is runny or watery after 4 to 6 hours, you know you may have a problem with the glue, it didn’t cure properly for “some” reason (to cold, wrong mix ratio, etc.).
Spreading with a professional glue spreader is best and better than using a paint roller, paint brush or plastic scraper. The rubber roller applies a nice smooth and even layer compared to the paint roller which can leave a blotchy glue line. Using a glue spreader with a hopper works best as it applies an even layer quickly. Appling too much glue in a VAK press just means more squeeze out to clean out once the job is done. Using a VAK press means using less glue because of the even and uniform pressure it applies. Mechanically clamping a piece usually requires more glue to fill the voids between clamps as clamps apply point pressure every 6 to 12" and in between the clamps you have much less pressure and can have noticeable voids, thus excess glue is required.
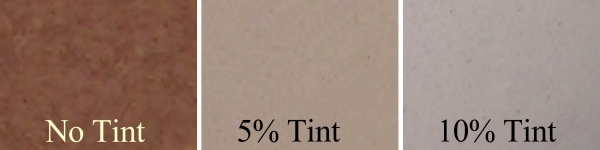
The urea glue can be tinted; it normally cures to a dark brown color. By adding up to 10% tint, you can go from a dark brown to almost white. This is helpful when working with lighter colored veneers and burls, where the dark brown would be noticeable at the seams or in the holes of a burl. The color samples shown below will look different depending on your monitor.
I'll end this application note with some general comments that I get asked on occasion.
How strong is the glue joint? From what I have read and discussions with glue manufactures, all wood glues (except contact cement) have a stronger bond to the wood than the wood fibers have to themselves. Thus, when you make a glue joint and then mechanically stress or break it, the break is not at the glue line, but the wood itself fractures.
How to remove glue from bag? The yellow, white and urea glues do not stick permanently to the bag like the polyurethane and epoxies. If you have excessive glue squeeze out and the glue is still wet, it can be cleaned with a sponge and water. If it’s in a large bag, turn the bag inside out for easy access.
If the glue has cured and is hard, it normally can be remove by grabbing the bag with both hands and working the bag back and forth and it will crinkle off. When glue gets pushed into a fold in the bag, it will dry as a thin sliver with a sharp point, this must be removed before the next pressing for obvious reasons.
Look forward to any comments, or questions you may have.
Video that accompanies this article can be found here
Melamine Melamine is like a PVA glue only it’s an EVA (ethylene vinyl acetate) and the ethylene has the ability to grab the smooth surface of the melamine better than a PVA. What you give up is a slightly less ridged glue line than the PVA provides. According to one glue manufacturer, it is not recommended to be used with wood veneers.
Fast Set I will admit to limited knowledge of the fast set glues, however, they appear to have their use in a VAK press. My understanding is that they are like a PVA, however, they have a small amount of EVA mixed in. The purpose of the EVA is to give it more initial grab and hold the veneer while the PVA cures. I have been told that this glue has been used successfully to glue many large panels in a short period of time (under 15 minutes in the VAK press).
I hope to have more information on this glue in the future as it would be an ideal glue to use with a frame press where production could provide a panel on an average of 1 every 5 or 10 minutes.
Polyurethane This is used when waterproofing is needed. It also has a very rigid glue line like an epoxy, so when making a curved laminate, you will get little or no spring back. When used in a VAK bag, the manufacturer normally recommends wetting one surface, of the laminate, with water as it needs moisture to act as a catalyst. The vacuum draws all the air out, thus the moisture or humidity is gone. When activated, it foams and like epoxies, the squeeze out must be kept from the bag as it will stick and you will need to cut the bag away from your piece. I have used it in making some test SIP panel (Structurally Insulated Panels) for someone looking to laminate a 6" center foam with 3/4" plywood on each side. The glue has a very high tack and I was able to remove it from the VAK bag after 15 minutes. It was not fully cured, however, it was set enough so that it could be removed from the press and the work piece stayed together without moving.
Epoxy In woodworking, epoxies are usually used when waterproofing or exceptional strength is required. They are also used when exceptionally long open times are needed for assembling complex pieces. They have the advantage of strength (more about that later), waterproof and extended open time or very short cure time. Keep in mind that long open time is associated with a long cure time and visa versa. The biggest disadvantage that I have found is that most epoxies’ are messy to work with and squeeze out will stick to the bag and grid board.
Urea Urea glue is generally the recommended glue for veneering and laminating. Most of your plywood's, MDF, Chip board, etc. are made with urea glue. It comes in either a liquid form or dry powder. The liquid is usual more expensive as you pay for shipping the water and has a shorter shelf life. Because it has some catalyst mixed into the base mix, it can be used without mixing in the powder catalyst. You can use the liquid urea without a catalyst, however, it will result in a longer cure time. Most people will add the liquid catalyst to the liquid to speed up the cure time. The liquid form also has a much shorter shelf life (3 to 6 months at 70°) than the powder, shelf life can decrease significantly, especially at summer time temperatures. The powder is normally good for 12 months as long as you keep the lid on (keep out moisture).
Most of your MDF, plywoods, chipboards, etc., are made with urea glue for good reason. Urea’s have better characteristics than contact cements and most other common wood glues (PVA). It’s a type 2 water resistant glue, doesn’t soften with heat, more open or working time, cures rock hard, doesn’t gum up sandpaper when finishing and has much less or no spring back (creep) compared to PVA’s. It does have some disadvantages like higher cost than PVA’s, about twice the price. Also, urea’s need to be mixed with either a powder catalyst (liquid form) or water (powder form) and when mixed they need to be used within a pot life of an hour or two depending on mix ratio and temperature
Unlike a PVA, a urea cures by a chemical reaction called cross linking. This is one of the reasons it is such a hard glue and doesn’t soften with heat. Unlike a PVA, the water needs to stay at the joint so the chemical reaction can take place. Without the water, you will end up with a powdery joint that will fail.
You typically do not want to use urea glue if the the shop is going to be below 65° unless you can put an electric blanket on top. Below 65° you run the risk of the water getting wicked away into the substrate (especially MDF like materials) and is not available for the chemical reaction to take place. We have used our VAK-Bond 2000 urea glue when the shop was in the 60 to 65° range overnight and it cured properly, however, it was not hard, it was very rubbery and flexible after leaving it overnight. At these temperatures, it takes several days for it to fully cure and get rock hard. I always recommend using an electric blanket under these cooler temperatures. You want the piece to be fully cured or “rock hard” before machining or finishing it.
Also, always leave a small amount of glue in a cup next to the work piece, under the same conditions as the piece. If you are using a blanket, put the cup under the blanket.This helps to determine what happened to the glue on your piece. If the glue in the cup is runny or watery after 4 to 6 hours, you know you may have a problem with the glue, it didn’t cure properly for “some” reason (to cold, wrong mix ratio, etc.).
Spreading with a professional glue spreader is best and better than using a paint roller, paint brush or plastic scraper. The rubber roller applies a nice smooth and even layer compared to the paint roller which can leave a blotchy glue line. Using a glue spreader with a hopper works best as it applies an even layer quickly. Appling too much glue in a VAK press just means more squeeze out to clean out once the job is done. Using a VAK press means using less glue because of the even and uniform pressure it applies. Mechanically clamping a piece usually requires more glue to fill the voids between clamps as clamps apply point pressure every 6 to 12" and in between the clamps you have much less pressure and can have noticeable voids, thus excess glue is required.
The urea glue can be tinted; it normally cures to a dark brown color. By adding up to 10% tint, you can go from a dark brown to almost white. This is helpful when working with lighter colored veneers and burls, where the dark brown would be noticeable at the seams or in the holes of a burl. The color samples shown below will look different depending on your monitor.
I'll end this application note with some general comments that I get asked on occasion.
How strong is the glue joint? From what I have read and discussions with glue manufactures, all wood glues (except contact cement) have a stronger bond to the wood than the wood fibers have to themselves. Thus, when you make a glue joint and then mechanically stress or break it, the break is not at the glue line, but the wood itself fractures.
How to remove glue from bag? The yellow, white and urea glues do not stick permanently to the bag like the polyurethane and epoxies. If you have excessive glue squeeze out and the glue is still wet, it can be cleaned with a sponge and water. If it’s in a large bag, turn the bag inside out for easy access.
If the glue has cured and is hard, it normally can be remove by grabbing the bag with both hands and working the bag back and forth and it will crinkle off. When glue gets pushed into a fold in the bag, it will dry as a thin sliver with a sharp point, this must be removed before the next pressing for obvious reasons.
Look forward to any comments, or questions you may have.
Quality VAKuum Products, Inc.
74 Apsley Street Hudson, MA 01749
Toll Free: 800 547-5484
Phone: (978)562-4680
Fax: (978)562-4681
74 Apsley Street Hudson, MA 01749
Toll Free: 800 547-5484
Phone: (978)562-4680
Fax: (978)562-4681